

Betonarska centrala Дефиниција, основна сврха и улога индустрије
Заводи за комбетовање, понекад именовани комбиновања, су објекти у којима се цемент меша са песком, шљунком, водом и различитим хемијским адитивама како би се створио готови бетон у тачним пропорцијама. Ове фабрике постоје углавном да би се упростила производња тако да свака серија излази конзистентно, испуњава захтеве грађевинских правила за чврстоћу и смањује трошење материјала приликом рада на великим грађевинским пројектима.
У поређењу са старијим методама као што су ручно мешање или основни обимни приступи, данашња опрема за бацирање може да погоди обем у року од око пола процената. Ова прецизност се постиже захваљујући уграђеним системима за вежање, рачунарским контролама и технологији за праћење која све одржава у складу са индустријским стандардима као што су ASTM C94 и ISO 20670 спецификације.
Како Betonarska centrala Радови: Корак по корак
Фаза 13: Склањање сировине, превођење и прецизно тежиште
Производњи процес почиње са правилним складиштењем материјала. Агрегати као што су песк, шљун и сломљени камен стављају се у покривене кантине, док се цемент, летећи пепео и шлак морају чувати у затвореном силу који штити од влаге.
Када се складиште, ови материјали се померају кроз конвејтере или понекад прескоче подизачима директно у те калибриране тежеће кутије. Компјутерски контролисане ћелије за оптерећење обезбеђују тачност до пола одсто од потребне за сваки састојк. Вода и други течни додаци долазе кроз прецизне протокметери који сваки пут дају исправну количину.
Правилно остваривање ове фазе је апсолутно критично јер спречава компаније да троше скупе агенсе за везивање и све држи у складу са захтевима пројекта. Усклађивање тих стандарда је веома важно када се говори о стварима као што су ACI 211 захтеви за трајност бетона.
Фаза 45: Контролисано мешање и проверено испуштање
Материјали који су прецизно измерани улазе у такозвани миксер са двоструком оштром. Унутар ове машине, лопати се окрећу у супротним правцима стварајући много турбуленције која све темељно меша у року од око минуте до минуте и по. Цео процес је пажљиво праћен уграђеним сензорима који прате ствари као што су дебљина мешавине, температура до које достиже и колико тешко раде лопатице.
Ако нешто не одговара нормалним параметрима, систем аутоматски прилагођава колико се воде додаје или колико дуго се меша. Након што прође инспекције, спреман смешан бетон се одлази директно на камионе који чекају или се директно пумпа на грађевинска места. Колекције за контролу квалитета спроводе тестове у складу са стандардним процедурама, као што су мерење пада помоћу методе АСТМ Ц143 и узимање узорака за тестирање чврстоће компресије у складу са смерницама АСТМ Ц39.
Многи модерни објекти сада примењују системе који рециклирају воду за прање и остатак луге уместо да их само баце, што смањује отпад и утицај на животну средину за отприлике 15 посто, према недавним извештајима индустрије.
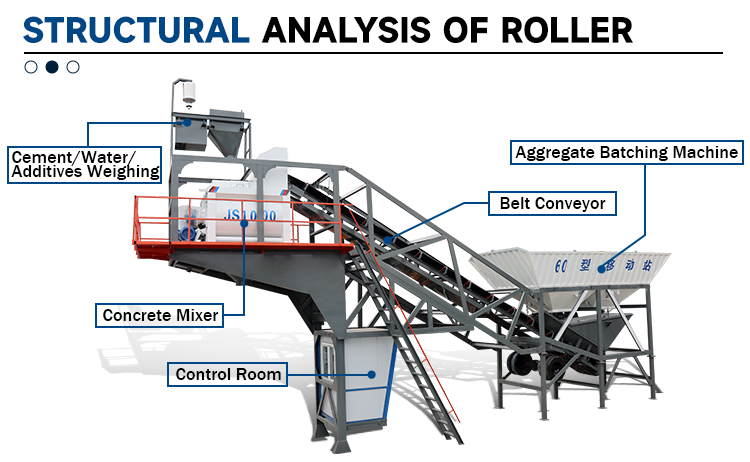
Кључне компоненте инсталације за бацирање бетона и њихова функционална интеграција
Стручни кутије, вага и миксер са двоструком оштром: Прецизно троје
Скупштине бинкови контролишу ослобађање материјала и смањују прашину. Везе пружају ± 0,5% толеранције против мешаних дизајна. Ово елиминише претпоставке и осигурава усаглашеност са АСТМ Ц94 и ЕН 206. Ингредиенти се затим улазе у миксер са двоструком оштром. Преклапање лопаћа ствара велике силе за сечење. Они мешају цемент и фини грунтови за мање од 90 секунди. Термички сензори у миксеру прате температуру окружења и миксера. Они динамички прилагођавају воду како би избегли прерано хидратацију. Оваква конфигурација осигурава конзистентну радност и бољу чврстоћу. Смањује отпад за 15-20% у поређењу са старијим методама.
ПЛЦ систем за контролу: Координација секвенци за бацирање у реалном времену
ПЛЦ (Програмирани логички контролер) служи као централни нервни систем, оркеструјући сваку фазуод испуштања силоса до коначног испуштањаса временом на ниво милисекунди. Синхронизује операције:
· Покретање пневматичких вентила и покретања/устављања конвејера на основу података сензора тежине у реалном времену
· Динамично прилагођавање односа воде и цемента помоћу сензора влаге на агрегатима
· Регистрација записа за серије са временским ознакамаукључујући тежине, трајање мешања, температуру и идентификатор оператераза праћење и у складу са ASTM C94
Ова аутоматизација постиже прецизност серије > 99%, смањује време циклуса до 22%, а производњу одмах зауставља када се открију аномалијепречекајући оштећење читавих серије. За разлику од старих система заснованих на релејима, модерни ПЛЦ се интегришу без проблем са платформима за контролу квалитета заснованим на облаку, омогућавајући удаљено праћење и предвиђање одржавања.
Закључак
Заводи за бацирање бетона су неопходни за модерно грађевинство. Његов прецизан, аутоматизовани процес осигурава конзистентан, висококвалитетни бетон. Разумевање његовог радног процеса, компоненти и врсте помаже у избору правог бетон-бацхање фабрике за било који пројекат. На крају, повећава ефикасност, смањује отпад и осигурава усаглашеност са индустријским стандардима.