

Betono maišymo gamykla Apibrėžimas, pagrindinis tikslas ir pramonės vaidmuo
Betonavimo mišrinės gamyklos, kartais vadinamos maišymo stotimis, yra įrenginiai, kuriuose cementas maišomas su smėliu, žvyniu, vandeniu ir įvairiais cheminiais priedais, kad būtų gaminamas paruoštas betonas tiksliomis proporcijomis. Šios gamyklos daugiausia skirtos gamybos supaprastinimui, kad kiekvienas partijos maišas būtų nuoseklus, atitiktų statybos normas dėl stiprumo ir sumažintų medžiagų švaistymą dirbant prie didelių statybų projektų.
Palyginti su senesniais metodais, tokiiais kaip rankinis maišymas ar paprasti tūriniai metodai, šių dienų dozavimo įranga gali pasiekti tūrio tikslumą apie pusę procento. Toks tikslumas pasiekiamas dėka integruotų sverimo sistemų, kompiuterinių valdymo sistemų ir stebėjimo technologijų, kurios užtikrina, kad viskas veiktų pagal pramonės standartus, pvz., ASTM C94 ir ISO 20670 reikalavimus.
Kaip Betono maišymo gamykla Veikimas: žingsnis po žingsnio operacinis darbo procesas
Etapas 1–3: žaliavų sandėliavimas, pervežimas ir tikslus sverimas
Gamybos procesas prasideda tinkamai saugant medžiagas. Agregatams, tokiems kaip smėlis, žvyras ir skaldyti akmenys, naudojamos uždengtos talpyklos, o cementą, pelenus ir šlaką reikia laikyti hermetiškai uždarose silosuose, kurie apsaugo nuo drėgmės.
Kartą saugyklose atsidūrusios medžiagos per diržinius transporterių arba kartais kibirėlių pakėmimo įrenginius patenka į kalibruotas sverimo talpyklas. Kompiuteriu valdomi apkrovos jutikliai užtikrina tikslumą iki maždaug pusės procento nuo kiekvienos sudedamosios dalies reikiamo kiekio. Vanduo ir kiti skysti priedai tiekiami per tikslumo srauto matuoklius, kurie kiekvieną kartą paduoda tiksliai reikiamą kiekį.
Šio etapo tikslumas yra absoliučiai būtinas, nes tai neleidžia įmonėms gaišti brangių rišamųjų medžiagų ir užtikrina, kad viskas atitiktų projekto specifikacijas. Atitikimas šiems standartams yra labai svarbus kalbant apie tokias reikalavimus kaip ACI 211 betono ilgaamžiškumui.
4–5 etapas: Valdomas maišymas ir kokybe patvirtintas išleidimas
Tiksliai išmatuoti medžiagų kiekiai patenka į tai, kas vadinama dviejų velenų maišykle. Šioje mašinoje mentės sukasi priešingomis kryptimis, sukuriant didelį turbulentiškumą, dėl ko viskas gerai sumaišoma per maždaug vieną – vieną su puse minutės. Visas procesas stebimas integruotų jutiklių, kurie nuolat seka tokias charakteristikas kaip mišinio klampumas, pasiektą temperatūrą ir apkrovą mentėms.
Jei kuris nors parametras nukrypsta nuo normalių ribų, sistema automatiškai sureguliuoja tiekiamą vandens kiekį arba maišymo trukmę. Praėjus kontrolės tikrinimus, paruoštas betonas iš karto nukreipiamas į laukiančius sunkvežimius arba siunčiamas tiesiogiai į statybos aikšte pumpu. Kokybės kontrolės komandos atlieka bandymus pagal standartines procedūras, pvz., matuodamos tirštumą pagal ASTM C143 metodą ir imdamos mėginius gniuždymo stiprumui tikrinti pagal ASTM C39 rekomendacijas.
Daugelis modernių objektų now implementuje sistemos, kurių recikluoja prausamą vandeni ir atliekų šlikrį, vietoj tik suteikti išmeti, kas skiriasi waste ir environmental footprint roughly 15 procentais pagal recent industry reports.
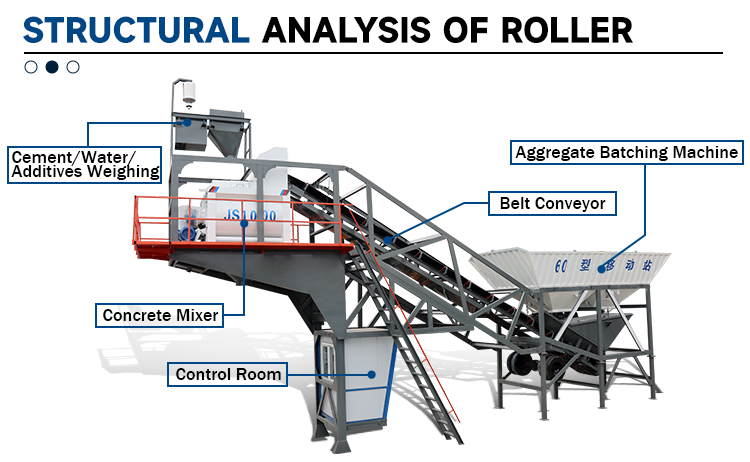
Betoninio agregatų dозatorius komponentai ir jų funkcinė integracija
Agregatų silosai, svarstyklių sistemos ir dvishaftais maisė: precizinos trijūka
Aggregate bins control material release ir reduce dust. Weigh scales offer ±0,5% tolerance against mix designs. This eliminates guesswork ir ensures compliance with ASTM C94 ir EN 206. Ingredients enter the twin-shaft mixer next. Overlapping blades create high shear forces. They blend cement ir fine aggregates in under 90 seconds. Thermal sensors in the mixer monitor ambient ir mix temperatures. They adjust water dynamically to avoid premature hydration. This setup ensures consistent workability ir better strength. It reduces waste by 15-20% vs. older methods.
PLC Kontrolės Sistema: Batching Sekvencijų Realaus Laika Koordinacija
PLC (Programinio Logika Kontroleris) funguje kaip centralinė nervų sistema, koordinuojant kiekvienu etapu – nuo silos išlaisvinimo iki galutinio išlaisvinimo – milisekundės precizumu. Den synchronizuje operacijas:
· Triggering pneumatic valves ir conveyor starts/stops based on real-time weight sensor data
· Adjusting water-cement ratios dynamically using in-line moisture sensors on aggregates
· Žurnalo įrašai su laiko žyma apie partijas, įskaitant svorius, maišymo trukmę, temperatūrą ir operatoriaus ID, siekiant galimybės sekti ir atitikti ASTM C94 reikalavimus
Ši automatizacija schiekia >99% batching precizumą, skirto ciklo laikus iki 22%, ir instant stopa produkciją, kai detektuoja anomalijas – prevenciją viso batch spoiling. Unlike legacy relay-based systems, modern PLCs integrate seamlessly with cloud-based QA platforms, enabling remote monitoring and predictive maintenance.
Išvada
Betono priešmaišos gamykla yra būtina šiuolaikinėje statyboje. Jos tikslus, automatizuotas procesas užtikrina nuoseklų, aukštos kokybės betoną. Suprantant jos darbo eigą, komponentus ir tipus, galima tinkamai pasirinkti betono priešmaišos gamyklą bet kuriam projektui. Tai galutinai padidina efektyvumą, mažina atliekas ir užtikrina atitiktį pramonės standartams.