

Εργοστάσιο Παραγωγής Σκυροδέματος Ορισμός, Βασικός Σκοπός και Ρόλος στη Βιομηχανία
Τα εργοστάσια δόσισης σκυροδέματος, που μερικές φορές ονομάζονται εργοστάσια ανάμειξης, είναι εγκαταστάσεις όπου ο τσιμέντο αναμιγνύεται με άμμο, αδαμάντι, νερό και διάφορα χημικά πρόσθετα για να δημιουργηθεί έτοιμος σκυρόδεμα σε ακριβείς αναλογίες. Αυτά τα εργοστάσια υπάρχουν κυρίως για να διευκολύνουν την παραγωγή, ώστε κάθε παρτίδα να είναι συνεκτική, να πληροί τις απαιτήσεις των κανονισμών για την αντοχή και να μειώνει τα απόβλητα υλικών κατά την εκτέλεση μεγάλων κατασκευαστικών έργων.
Σε σύγκριση με παλαιότερες μεθόδευς όπως η χειροκίνητη ανάμειξη ή βασικές όγκομετρικές προσεγγίσεις, ο σημερινός εξοπλισμός δόσισης μπορεί να επιτύχει ακρίβεια όγκου περίπου στο μισό τοις εκατό. Αυτή η ακρίβεια επιτυγχάνεται χάρη στα ενσωματωμένα συστήματα ζύγισης, τους υπολογιστικούς ελέγκους και την τεχνολογία παρακολούθησης που διατηρεί όλα τα συστατικά να λειτουργούν σύμφωνα με βιομηχανικά πρότυπα όπως τα ASTM C94 και ISO 20670.
Πώς ένα Εργοστάσιο Παραγωγής Σκυροδέματος Λειτουργία: Βήμα-βήμα Ροή Εργασιών
Στάδιο 1–3: Αποθήκευση Πρώτων Υλών, Μεταφορά και Ακριβής Ζύγιση
Η διαδικασία παραγωγής ξεκινά με τη σωστή αποθήκευση των υλικών. Τα αδρανή όπως η άμμος, το χαλίκι και ο θραυστός λίθος τοποθετούνται σε κλειστά δοχεία, ενώ το τσιμέντο, η πτητική τέφρα και η σκωρία πρέπει να διατηρηθούν σε σφραγισμένα σιλό που τα προστατεύουν από την υγρασία.
Αφού αποθηκευτούν, αυτά τα υλικά μεταφέρονται μέσω ταινιών μεταφορτωσίου ή μερικές φορές με κάδους ανυψωτήρες ακριβώς σε εκείνα τα σταθμισμένα σιτάρια ζύγισης. Τα φορτίο κελί ελεγχόμενα από υπολογιστή εξασφαλίζουν ακρίβεια περίπου στο μισό τοις εκατό από ό,τι απαιτείται για κάθε συστατικό. Το νερό και άλλα υγρά πρόσθετα εισέρχονται μέσω ακριβών μετρητών ροής που παρέχουν κάθε φορά την ακριβή ποσότητα.
Η ορθή εκτέλεση αυτού του σταδίου είναι απολύτως κρίσιμή, διότι εμποδίζει τις εταιρείες από τη σπατάλη ακριβών συνδετικών παραγόντων και διατηρεί όλα ευθυγραμμισμένα με ό,τι απαιτούν οι προδιαγραφές του έργου. Η τήρηση αυτών των προτύπων έχει μεγάλη σημασία όταν μιλάμε για πράγματα σαν τις απαιτήσεις ACI 211 για την ανθεκτικότητα του σκυροδέματος.
Στάδιο 4–5: Ελεγχόμενη Ανάμειξη και Εξακρίβωση Ποιότητας κατά την Εκφόρτωση
Τα υλικά που έχουν μετρηθεί με ακρίβεια μπαίνουν σε ό,τι ονομάζεται αναμικτήρας διπλού άξονα. Μέσα σε αυτό το μηχάνημα, λεπίδες περιστρέφονται προς αντίθετες κατευθύνσεις, δημιουργώντας έντονη τύρβη, η οποία αναμειγνύει πλήρως όλα τα συστατικά εντός περίπου ενός λεπτού έως ενός ενάμιση λεπτού. Ολόκληρη η διαδικασία παρακολουθείται προσεκτικά από ενσωματωμένους αισθητήρες που καταγράφουν παραμέτρους όπως η πάχυνση του μείγματος, η θερμοκρασία που επιτυγχάνεται και το φορτίο εργασίας των λεπίδων.
Αν κάποια παράμετρος εκτραχηλώσει από τα κανονικά επίπεδα, το σύστημα προσαρμόζει αυτόματα είτε την ποσότητα νερού που προστίθεται είτε τη διάρκεια ανάμειξης. Μετά τον έλεγχο ποιότητας, το έτοιμο σκυρόδεμα μεταφέρεται απευθείας σε φορτηγά που περιμένουν ή αντλείται απευθείας σε κατασκευαστικές εγκαταστάσεις. Οι ομάδες ελέγχου ποιότητας εκτελούν δοκιμές σύμφωνα με τις προβλεπόμενες διαδικασίες, όπως η μέτρηση της καθίζησης με τη μέθοδο ASTM C143 και η λήψη δειγμάτων για δοκιμή θλιπτικής αντοχής σύμφωνα με τις οδηγίες ASTM C39.
Πολλές σύγχρονες εγκαταστάσεις πλέον εφαρμόζουν συστήματα που ανακυκλώνουν το νερό από το πλύσιμο και τον απομένων πολτό αντί να τα απορρίπτουν, μειώνοντας τα απόβλητα και το περιβαλλοντικό αποτύπωμα κατά περίπου 15 τοις εκατό, σύμφωνα με πρόσφατες ενδιάμεσες εκθέσεις.
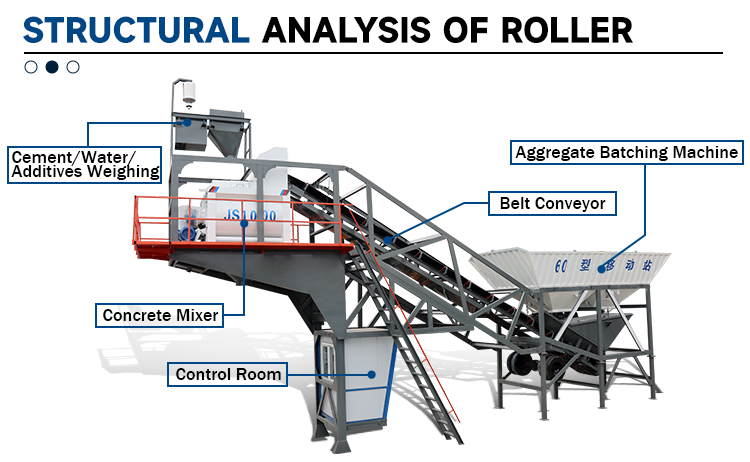
Βασικά Συστατικά ενός Εργοστασίου Δόσης Σκυροδέματος και η Λειτουργική τους Ενσωμάτωση
Δοχεία Αδρανών, Ζυγοί Μέτρησης και Αναμικτήρας Διπλού Άξονα: Το Τρίο της Ακρίβειας
Τα δοχεία αδρανών ελέγχουν την απελευθέρωση υλικού και μειώνουν τη σκόνη. Τα ζυγοστάθμια προσφέρουν ανοχή ±0,5% έναντι των σχεδιασμών ανάμειξης. Αυτό εξαλείφει τις εκτιμήσεις και εξασφαλίζει συμμόρφωση με τα ASTM C94 και EN 206. Τα συστατικά εισέρχονται στη δίαξονική αναμικτήρα επόμενως. Οι επικαλυπτόμενες πτερύγες δημιουργούν υψηλές διατμητικές δυνάμεις. Αναμιγνύουν το τσιμέντο και τα λεπτά αδρανή σε λιγότερο από 90 δευτερόλεπτα. Οι θερμικοί αισθητήρες στην αναμικτήρα παρακολουθούν τη θερμοκρασία του περιβάλλοντος και της ανάμειξης. Ρυθμίζουν δυναμικά το νερό για να αποφεύγουν πρόωρη υδρατίωση. Αυτή η διάταξη εξασφαλίζει συνεπή εργασιμότητα και καλύτερη αντοχή. Μειώνει τα απόβλητα κατά 15-20% σε σύγκριση με παλαιότερες μεθόδους.
Σύστημα Ελέγχου PLC: Πραγματική Συντονισμός Διαδοχικών Φάσεων Ανάμειξης
Το PLC (Προγραμματιζόμενος Λογικός Ελεγκτής) λειτουργεί ως το κεντρικό νευρικό σύστημα, διευθύνοντας κάθε φάση — από την αδειασμα αποθήκης μέχρι την τελική εκφόρτωση — με χρονισμό επιπέδου χιλιοστού του δευτερολέπτου. Συγχρονίζει τις λειτουργίες μέσω:
· Ενεργοποίηση πνευματικών βαλβίδων και εκκινήσεων/στάσεων ταινιών με βάση δεδομένα πραγματικού χρόνου από αισθητήρες βάρους
· Δυναμική ρύθμιση λόγων νερού-τσιμέντου με χρήση ενσύρματων αισθητήρων υγρασίας στα αδρανή
· Καταγραφή χρονοσημασμένων εγγράφων παρτίδας—συμπεριλαμβανομένων βάρους, διάρκειας ανάμειξης, θερμοκρασίας και αναγνωριστικού αριθμού φορτιστή—για εντοπισμό και συμμόρφωση με ASTM C94
Η αυτοματοποίηση αυτή επιτυγχάνει ακρίβεια ανάμειξης >99%, μειώνει τους χρόνους κύκλου έως και 22% και διακόπτει αμέσως την παραγωγή σε περίπτωση ανίχνευσης ανωμαλιών — αποτρέποντας την αλλοίωση ολόκληρων παρτίδων. Σε αντίθεση με τα παλαιότερα συστήματα βασισμένα σε ρελέ, τα σύγχρονα PLC ενσωματώνονται ομαλά με πλατφόρμες ποιοτικού ελέγχου βασισμένες στο cloud, επιτρέποντας απομακρυσμένη παρακολούθηση και προληπτική συντήρηση.
Συμπέρασμα
Ένα εργοστάσιο ανάμειξης σκυροδέματος είναι απαραίτητο για τη σύγχρονη κατασκευή. Η ακριβής, αυτοματοποιημένη διαδικασία του εξασφαλίζει συνεπή, υψηλής ποιότητας σκυρόδεμα. Η κατανόηση της ροής εργασιών, των συστατικών και των τύπων του βοηθά στην επιλογή του κατάλληλου εργοστασίου ανάμειξης σκυροδέματος για κάθε έργο. Εν τέλει, αυξάνει την αποδοτικότητα, μειώνει τα απόβλητα και εξασφαλίζει συμμόρφωση με τα πρότυπα της βιομηχανίας.