

Բետոնի բաժանման կայան Սահմանում, հիմնական նպատակ և արդյունաբերության դեր
Բետոնի բաշխման կայանները, երբեմն կոչվում են խառնման կայաններ, սա այն օբյեկտներն են, որտեղ ցեմենտը խառնվում է ավազի, խճի, ջրի և տարբեր քիմիական ավելացումների հետ՝ ստանալու պատրաստ խառնուրդի տեսակի բետոն՝ ճշգրիտ հարաբերակցությամբ: Այս կայանները հիմնականում նախատեսված են արտադրությունը կատարելագործելու համար, այնպես որ յուրաքանչյուր խառնուրդը ստացվի համապարփակ, համապատասխանի շենքերի կանոնադրության պահանջներին ամրության համար և կրճատի նյութերի կորուստը մեծ շինարարական նախագծերի վրա աշխատելիս:
Հիմնված հինա մեթոդների համեմատ, ինչպես օրինակ ձեռքով խառնելը կամ հիմնարար ծավալային մոտեցումները, այսօրվա բաշխման սարքավորումները կարող են հասնել ծավալային թիրողներին մոտ կես տասնորդական ճշգրտությամբ: Այս ճշգրտությունը հասնվում է ներդրված կշռման համակարգերի, համակարգչային վերահսկողության և մոնիթինգի տեխնոլորգիաների միջոցով, որոնք ապահովում են ամեն ինչ աշխատի արդյունաբերության ստանդարտներին համապատասխան, ինչպես ASTM C94 և ISO 20670 սպեցիֆիկացիաները:
Ինչպես մի Բետոնի բաժանման կայան Գործում է. Քայլ առ քայլ գործառույթների աշխատանքային ընթացակարգ
Փուլ 1–3. Կույր նյութերի պահեստավորում, տեղափոխում և ճշգրիտ կշռում
Արտադրանքի գործընթացը սկսվում է ճիշտ նյութերի պահեստավորմանից: Ագրեգատները, ինչպիսիք են ավազը, խճը և կոտրած քարը, տեղադրվում են ծածկված վանդակների մեջ, իսկ ցեմենտը, մոխրը և շլակը պահվում են կնքված սիլոներում, որոնք պաշտպանում են խոնավությունից:
Նյութերը պահեստավորվելուց հետո տեղափոխվում են ժապավենային կոնվեյերներով կամ երբեմն սքիփային վեր բարձրացողներով դեպի այդ կալիբրացված կշռող ավազանները: Համակարգչով կառավարվող բեռնամբառները ապահովում են ճշգրտությունը՝ մինչև յուրաքանչյուր բաղադրիչի անհրաժեշտ քանակի մոտ կես տոկոսը: Ջուրը և այլ հեղուկ ավելացումները մուտք են գործում ճշգրիտ հոսքի մետրերի միջոցով, որոնք ամեն անգամ տալիս են ճիշտ քանակը:
Այս փուլը ճիշտ կատարելը կարևոր է, քանի որ դա կանխում է թանկարժեք կապող նյութերի ապավինությունը և ապահովում է, որ ամեն ինչ համապատասխանի նախագծի սահմանված պահանջներին: Այս ստանդարտներին համապատասխանելը շատ կարևոր է, երբ խոսում ենք օրինակ՝ բետոնի մաշվածության համար ACI 211-ի պահանջների մասին:
4–5-րդ փուլ՝ Վերահսկվող խառնում և որակով հաստատված արտահոսք
Ճշգրիտ չափագրված նյութերը տեղադրվում են այսպես կոչված երկարուղի խառնիչի մեջ: Այս սարքի ներսում սղոցները պտտվում են հակադիր ուղղությունքերով՝ ստեղծելով մեծ աղմուկ, որը մոտ մեկ րոպեից մեկ ու կես րոպեի ընթացքում համարյա խառնում է ամեն ինչ: Ամբողջ գործընթացը սերտ հետևում է ներդրված սենսորներին, որոնք հետևում են խառնուրդի խտությանը, ջերմաստիճանին և սղոցների աշխատանքի բեռնվածությանը:
Եթե ինչ-որ բան շեղվում է նորմալ պարամետրերից, համակարգը ավտոմատ կերպով կարգավորում է ավելացվող ջրի քանակը կամ խառնման տևողությունը: Ստուգման ստուգազններից հետո պատրաստ խառնուրդը անմիջապես տեղափոխվում է սպասող տրուկներին կամ պոմպով տեղափոխվում է շինարարական հրապարակներ: Որակի վերահսկողության թիմերը կատարում են ստանդարտ ընթացակարգերին համապատասխան փորձարկումներ, ինչպես օրինակ սլամփի չափումը՝ ըստ ASTM C143 մեթոդի, և նմուշների հավաքագրումը՝ սեղմման ամրության փորձարկման համար՝ հետևելով ASTM C39 ուղեցույցներին:
Ժամանակակից շատ սարքավորումներ այժմ օգտագործում են լվացման ջրի և մնացորդային թրութի վերամշակման համակարգեր՝ այս նյութերը պարզապես չթափելով, ինչը վերահսկողությունից դուրս գցված թափոնների և շրջակա միջավայրի վրա ունեցած ազդեցությունը կրճատում է մոտ 15 տոկոսով՝ ըստ արդյունաբերության վերջերս հրապարակված զեկույցների:
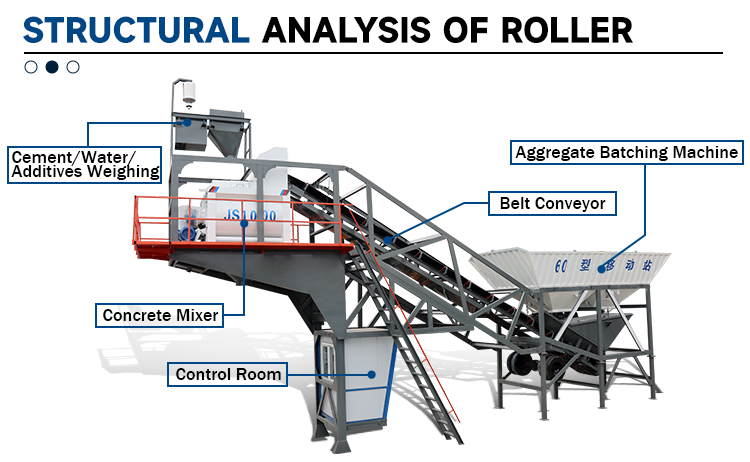
Բետոնային խմորման կայանի հիմնական բաղադրիչները և դրանց ֆունկցիոնալ ինտեգրումը
Ագրեգատային ավազաններ, կշռման սանդուկներ և երկարարանի խառնիչ. ճշգրտության եռյակը
Խառնուրդի ավազանները վերահսկում են նյութերի արձակումը և փոշու արտանետումը: Կշեռնակշռերը խառնուրդի նախագծերի նկատմամբ ապահովում են ±0.5% թույլատվություն: Սա բացառում է ենթադրությունները և ապահովում է ASTM C94 և EN 206 ստանդարտներին համապատասխանությունը: Բաղադրիչները հետո մտնում են երկու առանցք ունեցող խառնիչ: Վերադրվող դանակները ստեղծում են բարձր շփման ուժեր: Դրանք ցեմենտը և փոքր խառնուրդները խառնում են 90 վայրկյանից պակաս ընթացքում: Խառնիչի մեջ տեղադրված ջերմային սենսորները հսկում են շրջակա միջավայրի և խառնուրդի ջերմաստիճանները: Դրանք դինամիկորեն կարգավորում են ջրի քանակը՝ անհապաղ հիդրացմանը խոչընդոտելու համար: Այս կառուցվածքը ապահովում է համապատասխան աշխատանքային հատկություններ և լավ ամրություն: Դա թափոնները 15-20% -ով կրճատում է հին մեթոդների համեմատ:
PLC կառավարման համակարգ՝ խմբաքանակների հաջորդականության իրական ժամանակում կոորդինացում
PLC-ն (ծրագրավորվող տրամաբանական կառավարիչ) հանդես է գալիս որպես կենտրոնական նյարդային համակարգ, կազմակերպելով յուրաքանչյուր փուլ՝ սկսած սիլոսից ապակոնվելուց մինչև վերջնական ապակոնումը՝ միլիվայրկյանների ճշգրտությամբ: Այն համաձայնեցնում է գործընթացները՝
· Փոշկային փականների և փոխադրիչների ակտիվացում/անջատում՝ իրական ժամանակում կշռազանգվածի սենսորների տվյալների հիման վրա
· Ջրի և ցեմենտի հարաբերակցության դինամիկ կարգավորում՝ խառնուրդների վրա տեղում խոնավության սենսորների միջոցով
· Պահպանել խմբաքանակի գրառումներ՝ ներառյալ քաշը, խառնման տևողությունը, ջերմաստիճանը և օպերատորի ID-ն՝ հետևելիության և ASTM C94 համապատասխանության համար
Այս ավտոմատացումը հասնում է >99% խմբաքանակների ճշգրտության, կրճատում է ցիկլի տևողությունը մինչև 22%-ով և անմիջապես կանգնեցնում է արտադրությունը՝ սխալներ հայտնաբերելիս, որպեսզի կանխի ամբողջ խմբաքանակի կորուստը: Փոխարինելով հին ռելեային համակարգերին՝ ժամանակակից PLC-ները հեշտությամբ ինտեգրվում են ամպային QA հարթակների հետ՝ հնարավորություն տալով հեռահար հսկողության և կանխատեսվող սպասարկման համար:
Արդյունք
Բետոնե խմբաքանակի կայանը անփոխարինելի է ժամանակակից շինարարության համար: Նրա ճշգրիտ, ավտոմատացված գործընթացը ապահովում է համազանգված և բարձրորակ բետոն: Գործընթացի, բաղադրիչների և տեսակների ընկալումը օգնում է ընտրել ցանկացած նախագծի համար ճիշտ բետոնե խմբաքանակի կայան: Վերջնականապես, սա ավելացնում է արդյունավետությունը, նվազեցնում թափոնները և ապահովում է համապատասխանությունը արդյունաբերական ստանդարտներին: