

Loji Bancuhan Konkrit Takrifan, Tujuan Utama, dan Peranan dalam Industri
Loji pengadunan konkrit, kadangkala dipanggil loji pencampuran, adalah kemudahan di mana simen dicampur dengan pasir, kerikil, air, dan pelbagai bahan tambahan kimia untuk menghasilkan konkrit siap-campur dalam nisbah yang tepat. Loji-loji ini wujud terutamanya untuk mempermudah proses pengeluaran supaya setiap kelompok keluar secara konsisten, memenuhi keperluan kod bangunan dari segi kekuatan, dan mengurangkan bahan buangan semasa bekerja pada projek pembinaan besar.
Berbanding kaedah lama seperti pencampuran secara manual atau pendekatan volumetrik asas, peralatan pengadunan moden kini boleh mencapai sasaran isipadu dalam ketepatan kira-kira setengah peratus. Ketepatan ini berlaku disebabkan oleh sistem penimbangan terbina dalam, kawalan komputer, dan teknologi pemantauan yang mengekalkan operasi mengikut piawaian industri seperti spesifikasi ASTM C94 dan ISO 20670.
Bagaimana a Loji Bancuhan Konkrit Cara Kerja: Aliran Kerja Operasi Langkah Demi Langkah
Peringkat 1–3: Penyimpanan Bahan Mentah, Penghantaran, dan Penimbangan Tepat
Proses pengeluaran bermula dengan penyimpanan bahan yang sesuai. Agregat seperti pasir, kerikil, dan batu hancur dimasukkan ke dalam bekas bertutup, manakala simen, abu terbang, dan slag perlu disimpan dalam silo tertutup yang dilindungi daripada kelembapan.
Setelah disimpan, bahan-bahan ini dipindahkan melalui penghantar tali sawat atau kadangkala skip hoists terus ke loyang timbang yang telah dicalirkan. Sel beban yang dikawal oleh komputer memastikan ketepatan sehingga kira-kira separuh peratus daripada jumlah yang diperlukan bagi setiap bahan. Air dan bahan tambahan cecair lain dimasukkan melalui meter aliran tepat yang memberikan jumlah yang betul setiap kali.
Memastikan peringkat ini betul adalah sangat kritikal kerana ia menghalang syarikat daripada membazirkan ejen pengikat yang mahal dan mengekalkan keselarasan dengan spesifikasi projek yang diperlukan. Memenuhi piawaian ini adalah penting apabila membincangkan perkara seperti keperluan ACI 211 untuk ketahanan konkrit.
Peringkat 4–5: Pencampuran Terkawal dan Pelepasan yang Disahkan Kualitinya
Bahan-bahan yang telah diukur dengan tepat dimasukkan ke dalam apa yang dikenali sebagai pengadun dua gandar. Di dalam mesin ini, bilah berputar ke arah yang bertentangan, mencipta kacauan yang banyak dan mengadun semua bahan secara menyeluruh dalam masa lebih kurang satu hingga satu setengah minit. Keseluruhan proses dipantau dengan teliti oleh sensor terbina dalam yang memantau perkara seperti ketebalan campuran, suhu yang dicapai, dan beban kerja bilah.
Jika sesuatu menyimpang daripada parameter normal, sistem secara automatik akan melaras jumlah air yang ditambah atau tempoh pengadunan. Selepas lulus pemeriksaan, konkrit yang telah siap dicampur akan dihantar terus ke trak yang menunggu atau dipamkan secara langsung ke tapak pembinaan. Pasukan kawalan kualiti menjalankan ujian mengikut prosedur piawaian seperti mengukur kejatuhan menggunakan kaedah ASTM C143 dan mengambil sampel untuk ujian kekuatan mampatan mengikut garis panduan ASTM C39.
Banyak kemudahan moden kini melaksanakan sistem yang mengitar semula air basuhan dan larutan sisa daripada hanya membuangnya, mengurangkan sisa dan kesan terhadap alam sekitar sebanyak kira-kira 15 peratus menurut laporan industri terkini.
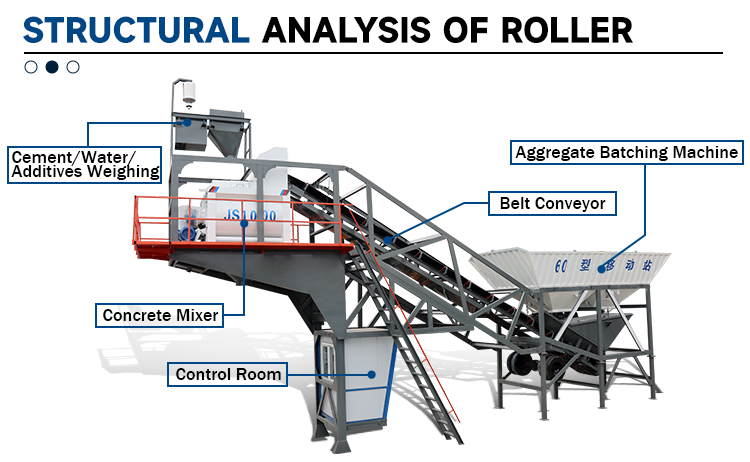
Komponen Utama Loji Pengeluaran Konkrit dan Integrasi Berfungsian Mereka
Tong Agregat, Skala Timbangan, dan Pengadun Dua Ganding: Trio Ketepatan
Tong agregat mengawal pelepasan bahan dan mengurangkan habuk. Skala penimbang menawarkan had ralat ±0.5% berbanding rekabentuk campuran. Ini menghapuskan teka-teki dan memastikan pematuhan dengan ASTM C94 dan EN 206. Bahan-bahan dimasukkan ke dalam pengadun poros kembar seterusnya. Bilah yang bertindih mencipta daya ricih tinggi. Mereka menggabungkan simen dan agregat halus dalam masa kurang daripada 90 saat. Sensor termal dalam pengadun memantau suhu persekitaran dan campuran. Ia menyesuaikan jumlah air secara dinamik untuk mengelakkan penghidratan awal. Susunan ini memastikan kerja yang konsisten dan kekuatan yang lebih baik. Ia mengurangkan sisa sebanyak 15-20% berbanding kaedah lama.
Sistem Kawalan PLC: Koordinasi Secara Masa Nyata bagi Urutan Penggelekkan
PLC (Pengawal Logik Boleh Atur Cara) berfungsi sebagai sistem saraf pusat, mengatur setiap peringkat—dari pelepasan silo hingga pelepasan akhir—dengan penjelasan masa pada tahap milisaat. Ia menyelaraskan operasi dengan:
· Mencetuskan injap pneumatik dan permulaan/hentian konveyor berdasarkan data sensor berat masa nyata
· Melaraskan nisbah air-simen secara dinamik menggunakan sensor lembapan dalam talian pada agregat
· Mencatatkan rekod pukal yang dicatat masa—termasuk berat, tempoh pencampuran, suhu, dan ID pengendali—untuk penjejakan dan pematuhan ASTM C94
Pengautomasian ini mencapai kejituan penggelekkan >99%, mengurangkan masa kitar sebanyak 22%, dan memberhentikan pengeluaran serta-merta apabila mengesan sebarang anomali—mengelakkan kerosakan keseluruhan kelompok. Berbeza dengan sistem berasaskan reley lama, PLC moden bersepadu dengan lancar ke platform QA berasaskan awan, membolehkan pemantauan jarak jauh dan penyelenggaraan ramalan.
Kesimpulan
Tapak pengeluaran konkrit adalah sangat penting dalam pembinaan moden. Prosesnya yang tepat dan automatik memastikan kualiti konkrit yang konsisten. Memahami aliran kerja, komponen, dan jenis-jenisnya membantu memilih tapak pengeluaran konkrit yang sesuai untuk mana-mana projek. Ia pada akhirnya meningkatkan kecekapan, mengurangkan sisa, dan memastikan pematuhan dengan piawaian industri.