

Betonkeverő Telep Definíció, alapvető cél és ipari szerep
A betonkeverő üzemeket, más néven keverőüzemeket olyan létesítményekként hozzák létre, ahol a cementet homokkal, zúzott kővel, vízzel és különféle kémiai adalékanyagokkal keverik össze pontos arányban, hogy készbetont állítsanak elő. Ezek az üzemek elsősorban a termelés egyszerűsítését szolgálják, így minden egyes tétel egységes minőségűvé válik, megfelel az épületek szilárdságra vonatkozó előírásainak, és csökkenti az anyagpazarlást nagy építkezéseknél.
A korábbi módszerekkel, például kézi keveréssel vagy alapvető térfogati megközelítésekkel szemben a mai keverőberendezések körülbelül fél százalékos pontossággal érik el a térfogatcéljukat. Ez a pontosság a beépített mérőrendszerek, számítógépes irányítás és figyelőtechnológia révén valósul meg, amelyek biztosítják, hogy minden a szabványoknak megfelelően, például az ASTM C94 és az ISO 20670 előírások szerint működjön.
Hogyan Betonkeverő Telep Működés: Lépésről lépésre történő működési folyamat
1–3. szakasz: Nyersanyag-tárolás, szállítás és precíziós mérés
A gyártási folyamat a megfelelő anyag tárolással kezdődik. Az aggregátumok, például homok, kavics és zúzott kő zárt tárolókba kerülnek, míg a cement, salak és pernye zárt silókban tárolandó, hogy védelem legyen a nedvességtől.
Ezután az anyagokat szállítószalagokon vagy néha emelőkosarakon keresztül juttatják a kalibrált mérőtartályokba. A számítógép által vezérelt terhelésmérő cellák biztosítják a pontosságot, az egyes összetevők esetében kb. fél század szintjéig. A víz és egyéb folyékony adalékanyagok pontossági áramlásmérőkön keresztül jutnak be, így minden alkalommal a megfelelő mennyiség kerül hozzáadásra.
Ennek a szakasznak a helyes végrehajtása kritikus fontosságú, mivel megakadályozza a drága kötőanyagok pazarlását, és biztosítja, hogy minden megfeleljen a projekt előírásainak. Különösen fontos ez olyan szabványok teljesítése szempontjából, mint az ACI 211 előírásai a beton tartósságával kapcsolatban.
4–5. szakasz: Szabályozott keverés és minőségellenőrzéssel igazolt kirakodás
A pontosan mért anyagokat egy úgynevezett két tengelyes keverőbe juttatják. Ezen gép belsejében az ellenkező irányba forgó lapátok nagy turbulenciát hoznak létre, amely kb. egy perc és másfél perc alatt alaposan összekeveri az anyagokat. A teljes folyamatot beépített érzékelők folyamatosan figyelemmel kísérik, nyomon követve például a keverék sűrűségét, hőmérsékletét és a lapátok terhelését.
Ha valami eltér a normál paraméterektől, a rendszer automatikusan korrigálja a hozzáadott víz mennyiségét vagy a keverés időtartamát. Az ellenőrzés sikeres teljesítése után a kész beton közvetlenül a várakozó teherautókhoz kerül, vagy szivattyúval továbbítják a építkezési helyszínre. A minőségirányítási csapatok szabványos eljárások szerint végeznek teszteket, például a slump mérését az ASTM C143 módszer szerint, valamint mintavételezést a nyomószilárdság vizsgálatához az ASTM C39 előírásoknak megfelelően.
Sok modern létesítmény mára olyan rendszereket vezetett be, amelyek a mosóvizet és a maradék szuszpenziót újrahasznosítják ahelyett, hogy egyszerűen eldobják őket, így a hulladékot és az ökológiai lábnyomot közel 15 százalékkal csökkentik a legújabb iparági jelentések szerint.
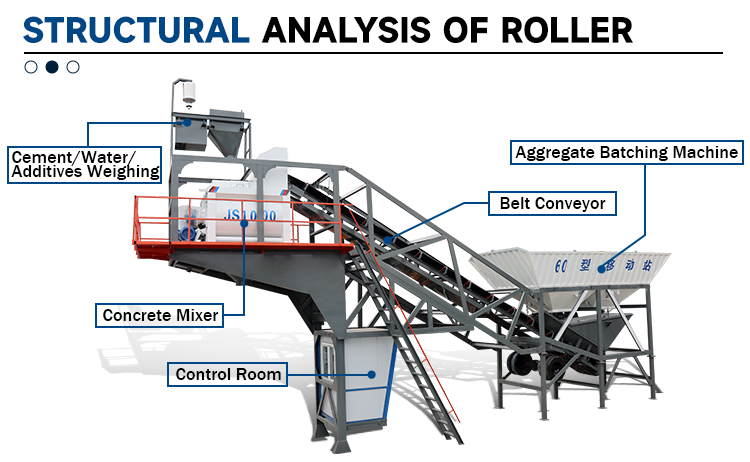
Betonelegyítő üzem főbb alkatrészei és működési integrációjuk
Adalékanyag-tárolók, mérlegek és két tengelyes keverő: a pontosság hármasa
Az aggregátumtárolók szabályozzák az anyag kibocsátását, és csökkentik a port. A mérlegek ±0,5%-os tűrést biztosítanak a keverési tervekhez képest. Ez megszünteti a találgatást, és biztosítja az ASTM C94 és az EN 206 előírásainak való megfelelést. Ezután az alapanyagok a két tengelyes keverőbe kerülnek. Az egymást átfedő lapátok nagy nyíróerőt hoznak létre. Kevesebb mint 90 másodperc alatt keverik össze a cementet és a finom aggregátumokat. A keverőben lévő hőérzékelők figyelik a környezeti és a keverék hőmérsékletét. Dinamikusan szabályozzák a víz adagolását, hogy megelőzzék a korai hidratációt. Ez a beállítás biztosítja az állandó dolgozhatóságot és jobb szilárdságot. Hulladékot 15–20 százalékkal csökkenti az idősebb módszerekhez képest.
PLC vezérlőrendszer: valós idejű adagolási sorrend-koordináció
A PLC (programozható logikai vezérlő) központi idegrendszerként működik, minden fázist – a silókból történő kisütéstől a végső kisütésig – milliszekundumos pontossággal szabályozva. A működést a következőképpen szinkronizálja:
· Neumata szelepek és szállítószalag indításának/leállításának aktiválása a valós idejű tömegérzékelő adatok alapján
· Víz-cement arány dinamikus szabályozása az aggregátumokon lévő soros nedvességérzékelők segítségével
· Időbélyeggel rögzített tételnaplók vezetése – beleértve a súlyokat, keverési időtartamot, hőmérsékletet és az operátor azonosítóját – nyomozhatóság és az ASTM C94 szabványkövetelménynek való megfelelés érdekében
Ez az automatizálás több mint 99%-os adagolási pontosságot biztosít, csökkenti a ciklusidőt akár 22%-kal, és azonnal leállítja a gyártást hibák észlelésekor – megelőzve ezzel egész adagok elveszítését. A régi relés rendszerekkel ellentétben a modern PLC-k zökkenőmentesen integrálhatók felhőalapú minőségbiztosítási platformokkal, lehetővé téve a távoli figyelést és prediktív karbantartást.
Összegzés
Egy betonkeverőüzem elengedhetetlen a modern építkezéshez. Pontos, automatizált folyamata biztosítja az egységes, magas minőségű beton előállítását. A működési folyamat, az alkatrészek és típusok megértése segíti a megfelelő betonkeverőüzem kiválasztásához bármely projekthez. Végül is növeli az hatékonyságot, csökkenti a hulladékot, és biztosítja az ipari szabványokkal való megfelelést.